Manufacturing processes in the Fourth Industrial Revolution utilize machine learning, artificial intelligence, and the industrial internet of things in manufacturing to improve productivity & product quality and reduce costs.
In this article, we will focus on
- How machine learning in manufacturing is changing the way manufacturing works?
- Various applications of machine learning in manufacturing.
We suggest you read this article on machine monitoring systems in manufacturing.
What is Machine Learning?
Machine learning is a subset of artificial intelligence that provides machines or computer programs the ability to learn from their own experience or available data without being explicitly programmed.
The above features of machine learning algorithms are used in manufacturing to predict by analyzing and identifying a pattern in data.
Advantages of using Machine Learning in Manufacturing
Here is the list of advantages of incorporating machine learning at various levels of the manufacturing process.
- Reduced labor cost.
- Reduced cycle time.
- Effective utilization of resources or machines.
- Improved product quality.
- Increased productivity.
- Reduced machine downtime.
Applications of Machine Learning techniques in Manufacturing Industry
Smart factories utilize machine learning technology in the manufacturing value chain (from production process planning to predictive maintenance of machines). Following are the applications of Machine learning in the manufacturing sector.
- Machine Learning for Predictive Maintenance.
- Improve Product quality control and yield rate.
- Demand Forecasting.
- Supply Chain and inventory management.
- Production line monitoring and Resource management.
Let’s discuss in detail the applications of machine learning in manufacturing.
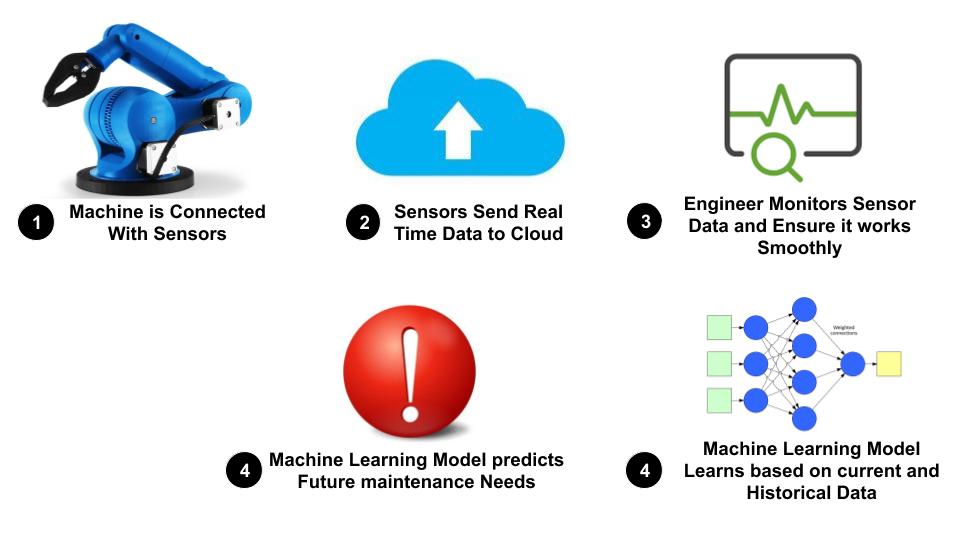
IoT-connected sensors monitor various machine parameters and their performance for preventive maintenance in production. These connected sensors send real-time machine data to the cloud.
In the cloud, machine learning predictive algorithms can forecast machine failure before it occurs. As a result, we can prevent a sudden machine failure.
Advantages of Machine Learning for Predictive Maintenance
Here is the list of the advantages of using machine learning algorithms in predictive maintenance in manufacturing.
- Machine downtime reduces.
- Implementing ML algorithms prevents breakdowns on the production line.
- We do machine maintenance in preventive maintenance, only when the machine requires it.
Example of machine learning application in Preventive Maintenance
We connect IoT-connected sensors (vibration, temperature, flow, and power consumption) to the pump for preventive maintenance. These IoT sensors send real-time pump vibration, temperature, water flow, and power data to the cloud.
Machine learning algorithms analyze any sudden change in pump parameters in the cloud. The system sends an alert for detailed analysis when it detects abnormal data.
2. Improve Product Quality Control and Yield Rate
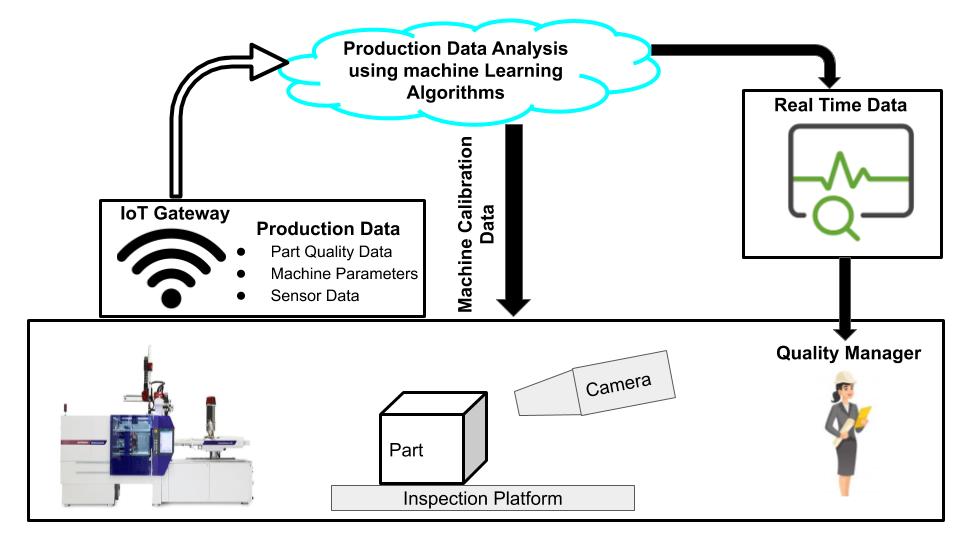
Machine learning in manufacturing applications is to improve product quality and yield rate. For example, the manufacturing industry utilizes machine learning algorithms and computer vision technology to distinguish between good and bad samples on the production line.
Machine learning algorithms scan the manufactured part in real-time images to identify good and bad samples. Machine learning models can also predict the problem before it occurs. As a result, we can change a machine parameters to improve part quality problems before it occurs.
Advantages of Machine Learning in Quality Control
Following are the advantages of using machine learning algorithms for product quality control on the production line.
- Reduced rejection rate.
- Improved product quality.
- Increased productivity.
Application Example of Machine Learning in a Part Quality control
We can use an industrial camera on the injection molding production line to control the manufactured part’s quality. Firstly, we install industrial cameras on the injection molding production line and train ML algorithms using machine vision technology to detect molding defects.
In this way, machine vision technology with ML algorithms ensures the manufactured part quality on the production line.
3. Machine Learning in manufacturing demand Forecasting
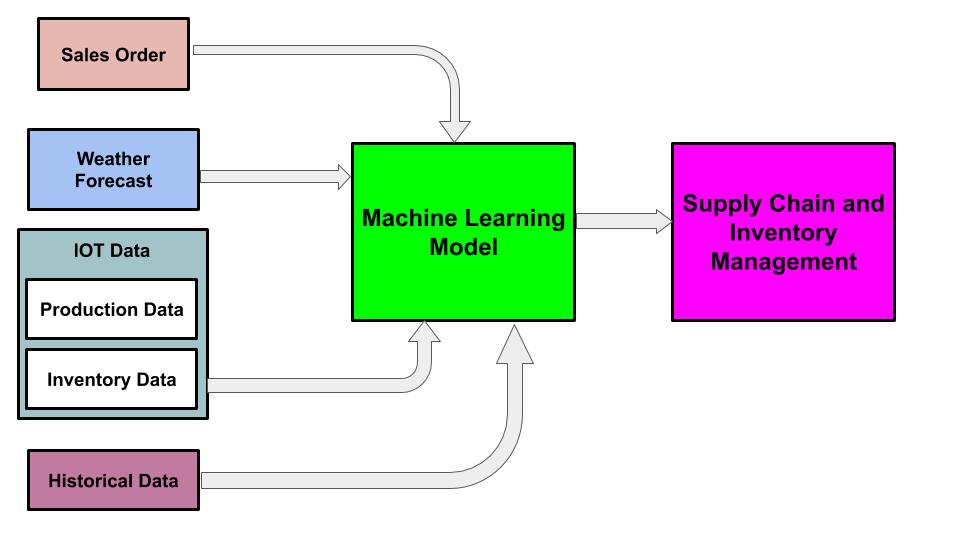
Machine learning algorithms utilize historical and current data to forecast manufactured products’ future requirements.
Planning engineers use forecasting data to plan manufacturing activities. In this way, accurate forecasting ensures fulfilling customer orders on time which leads to higher customer satisfaction.
Machine Learning application example in Demand Forecasting
Most companies have limited resources. If a company is manufacturing seasonal products such as air heaters, AC, and fans. The production activities need to plan in such a way that none of their product orders get impacted.
In the above scenario, the machine learning algorithms use past sale data, existing inventory, and production/supplier capability in forecasting production activities for effective resource utilization.
4. Machine Learning in Supply Chain and Inventory Management
Supply chain and inventory management are required in the manufacturing industry to deliver manufacturing orders on time and reduce costs.
The machine learning algorithm can predict the best time to release purchase orders by analyzing production, inventory, sales orders, and historical data.
Example of the Application of Machine Learning in Supply Chain Management
According to production planning, ML technology helps in suggesting the best time to float orders to suppliers.
ML programs can also predict the best shortest route and time for shipments considering the weather and historical data. In this way, shipment companies in delivering orders on time and at a reduced cost.
5. Machine Learning in manufacturing Line Monitoring and Resource Management
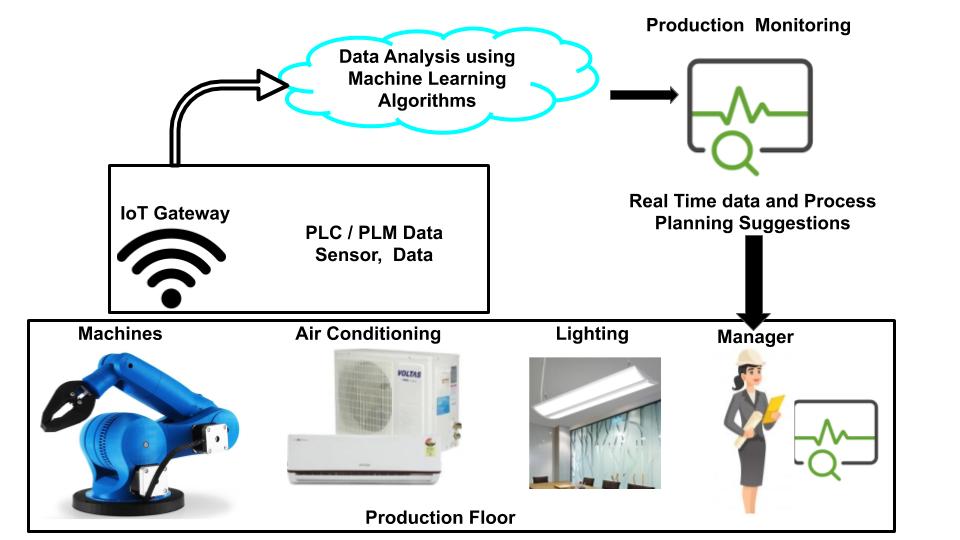
Connected machines and equipment send real-time PLM and sensor data to the cloud. Machine learning algorithms analyze real-time data and send alerts to production managers.
Production managers can also monitor real-time machine data and make decisions accordingly. Machine learning algorithms also use this data for process planning and effective utilization of resources.
Example of the Application of ML in Resource utilization
Google has reduced approximately 40% electricity bills by managing one of their data centers using a machine learning-enabled system. This saving is done without changing the existing infrastructure.
To sum up, Machine learning is an emerging technology. It is changing the way we do manufacturing. It helps in monitoring the real-time production data and processing that data in the cloud.
We will keep adding more updates to the applications of machine learning in manufacturing. Add your suggestions, comments, or questions to applications of machine learning in manufacturing.
world is changing