What is Overmolding Process?
The Overmolding process is a type of injection molding process where a secondary material is molded over the first material known as substrate.
Example

The primary condition for over-molding is that the melting temperature for substrate material should be higher than the second molding material.
For example, we can not over-mold Polycarbonate material over ABS. Because during over-molding PC over ABS, higher PC molding temperature will damage the ABS part. Click this link to know material selection guidelines for injection molding.
Plastic Overmolding Process Types
Following three types of plastic over-molding processes are widely used in the industry.
- Insert Molding.
- Two-Shot Molding.
- Co-Injection Molding
Insert Molding
Insert molding is a widely used low-cost over-molding process. It involves positioning an insert (plastic or metal) in an Injection Mold. Afterward, the thermoplastic or elastomer material is injection molded over the insert.
Here are the four different ways to insert mold plastic parts.
- Thermoplastic over Metal Substrate.
- Thermoplastic Over Plastic Substrate.
- Elastomer Over Plastic Substrate
- Elastomer over Metal Substrate.
Insert Over-Moulding Process
We can use single-shot injection molding machines for insert molding. Insert molding tool cost is low compared to two-shot and co-injection molding tools. Insert molding process involves the following steps.
Step-1:
Position the substrate inside the injection mold. For example, place a screw inside the injection mold.
Step-2:
Inject the secondary material inside the injection mold.
Step-3:
After cooling, remove the part from the injection mold.
Click this link to know the factors affecting injection molding tool price.
Two-Shot (Multi-Shot) Molding
Two-Shot Injection molding is also known as Multi-Material or 2K molding. The multi Material molding requires an injection molding machine consisting of multiple barrels and tool rotating arrangements. Multiple barrels allow us to inject different materials into the same mold in one injection cycle.

You can manufacture insert molded parts using multi-shot molding and vice-versa. But multi-shot injection molding has the advantage of superior part quality, low cycle time, and cost. The following options are available for two-shot overmolding.
- Thermoplastic over Thermoplastic Substrate.
- Elastomer over Thermoplastic Substrate.
Two Shot injection Overmolding Process
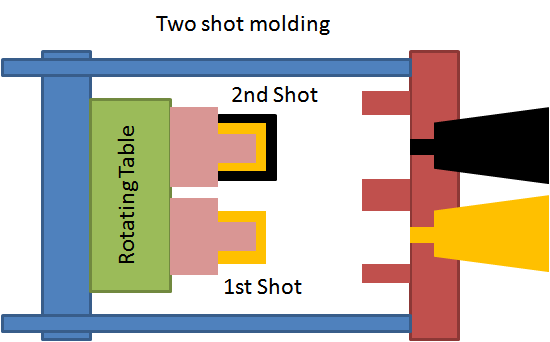
Here is the list of steps for two-shot injection molding.
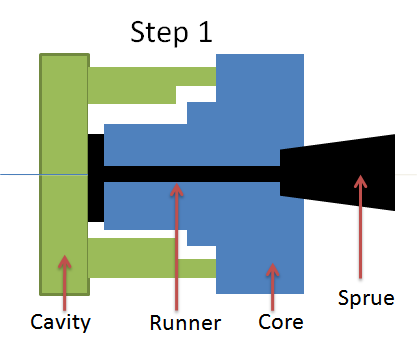
Step-1
Firstly, the machine injects molten plastic into the injection mold from Barrel-1.
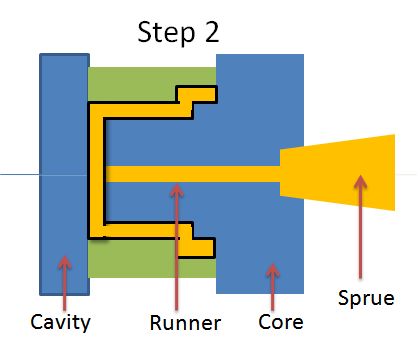
Step-2
The core and cavities separate after the cooling of molten plastic.
Step-3
The injection mold is rotated and brought in position with injection barrel-2.
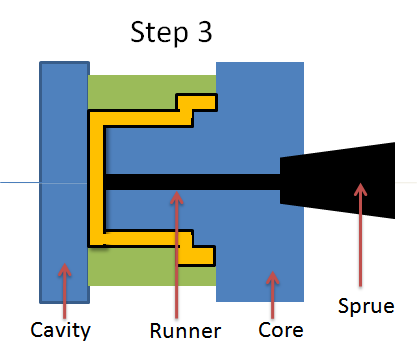
Step-4
Afterward, the mold is closed. And machine injects the molten plastic from barrel-2.
Step-5
After the material is cooled, the part ejects out of the injection mold.
Plastic Co-Injection Molding
Co-Injection overmolding Process involves injection molding of two dissimilar materials in one mold. During co-injection, both materials become in a fully molten state. Therefore high bonding strength between materials is achieved. Co-injection molding is an expensive process and difficult to control.
2K injection molding Process
The Co-injection or 2K injection molding process involves the following three steps.
Advantages of Overmolding
Over molding process involves additional tool and machine costs. But the over-molding process has the following advantages:
Improved Product Quality and Performance
Over-molding ensures proper alignment and rigid assembly of mating parts. It improves product quality and performance.
Eliminates Fasteners and Adhesive
Overmolding parts eliminate the need for extra fasteners or adhesive. For example, a toothbrush rubber grip is two-shot molded with a plastic handle. Therefore overmolding eliminates adhesive requirements.
Reduced Part Cost
Plastic overmolding eliminates the use of secondary operations to reduce labor costs, time, and requirements of fasteners.
Improve product ergonomics and User Experience
Overmolding can provide rubber grips to tools, toothbrushes, and other handheld products. Rubber grips help in improving product ergonomics. Two-shot molding and co-injection molding have applications in manufacturing parts in multiple colors. Multiple colors improve product aesthetics.
Enhanced Design Flexibility
Complex assembly design and manufacturing of multi-material parts are feasible with overmolding. For example, car headlights are manufactured using insert or two-shot molding.
Applications of Plastic Overmolding
Overmolding in plastic and metal parts improves product aesthetics or eliminates the assembly operation. Following are the applications of over-molding in various industries:
- Manufacturing parts in multiple materials.
- To manufacture multiple color parts such as car tail-lights.
- Provide a soft grip around a component.
- Manufacture waterproof products such as fitness trackers.
- To eliminate the assembly of parts.
- Assembly of parts without using fasteners or adhesives.
Application examples of Plastic overmolding Process
Following are the examples of over-molded plastic products that we use in our day-to-day life.
1. Over-Molding of plastic over plastic part
Overmolding of different thermoplastic materials is required to manufacture parts in a different color, finish, or material. Here are the examples of over-molding plastic material over plastic.


2. Over-Molding Rubber over Plastic
Rubber can be Insert-Molded and over-molded on plastic and metal parts to:
- Add soft grip on hard materials
- Make a product waterproof (Improve Product IP Rating).
- To make the product rugged.
Here are the examples of over-molding rubber over thermoplastic


3. Over-Molding Plastic Over Metal Parts
Metal parts can be insert molded during injection molding:
- To save assembly costs.
- Improve Bonding between plastic and metal parts.
We will keep updating more information on various overmolding processes. Please add your suggestions, comments, or questions on plastic over-molding in the comment box.
We suggest you also read this article on Plastic Part Design Guidelines for injection molding.
Add a Comment