The selection of the type of injection mold depends on the part geometry, tool design, production volumes, and budget. The type of injection mold affects component quality and manufacturing cost. In this article, we will discuss various types of injection molds and their construction.
Types of Injection Mold
- Feeding System
- Hot Runner Injection Mold
- Cold Runner Injection Mold
- Number of Cavities
- Single Cavity
- Multi Cavity
- Family Mold
- Mold Opening
- Two Plate Mold
- Three Plate Mold
Types of Injection Mold according to the Feeding System
We can classify injection molds into two types according to how molten plastic comes inside injection molds. Read this article to know in detail about hot runner and cold runner injection molds.
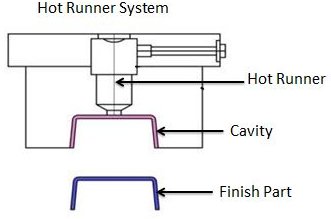
Hot runner injection molds consist of a heated physical channel to direct molten plastic to an injection mold tool cavity. In this system, the runners are part of the injection mold. Runner temperature is kept above the plastic melting point.
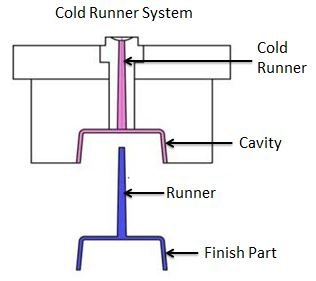
Cold runner injection molds consist of an unheated physical channel to direct molten plastic into the injection mold tool cavity after it leaves the nozzle. In this system, the runner is cooled and ejected with the part. After the complete injection cycle runner is removed from the injection molded part.
Types of Injection Mold according to number of Cavities
We can classify injection molds into three types according to the number of parts produced per injection cycle. Read this article to know in detail about the single cavity, multi-cavity, and family mold.

Single cavity mold produces only one part per cycle. The injection molding tool cost for a single cavity mold is small, whereas the unit part cost will be higher. It has applications for low production volumes.
Instead of multi-cavity, multiple single cavity tool ensures production is always running even if there is a breakdown in one mold. Single cavity mold will have flexibility in controlling the injection molding process.

Multi cavity injection mold produces more than one part per cycle. The initial investment cost is higher but the unit part cost is low for multi-cavity injection tools.
- Multi cavity molds are used to increase the production rate.
- The cost of a multi-cavity injection mold is higher as compared to a single cavity mold.
- A higher tonnage machine is required to run a multi-cavity mold as compared to a single cavity mould.
Family injection mold produces two or more different parts per injection cycle. In this per part injection mold price reduces because we manufacture different plastic parts in a single mold.
For example, you can manufacture top and bottom cover for plastic housing in one injection cycle. But both parts shall be in similar color and material.
Types of Injection Mold Based on Mould Opening
According to how core separates with cavity injection molds can be classified into two types. Read this article for more detail on two plates and three plate mold here.
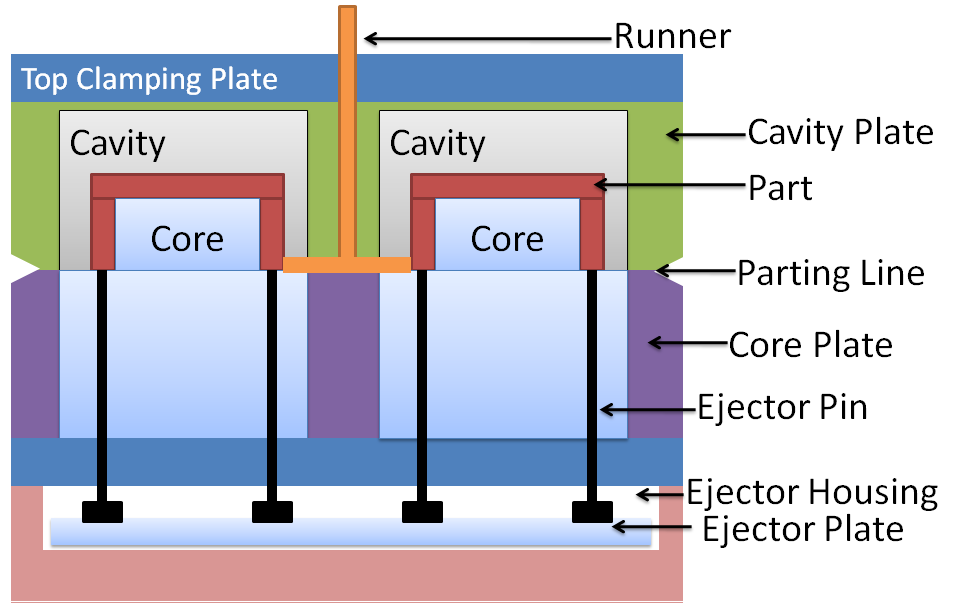
Two-plate molds are the most commonly used type of injection molds. They consist of one parting plane where the mold splits. In a multi-cavity two-plate mold, runner and gate must be in the parting plane to ensure runner and gate ejection when mold split.
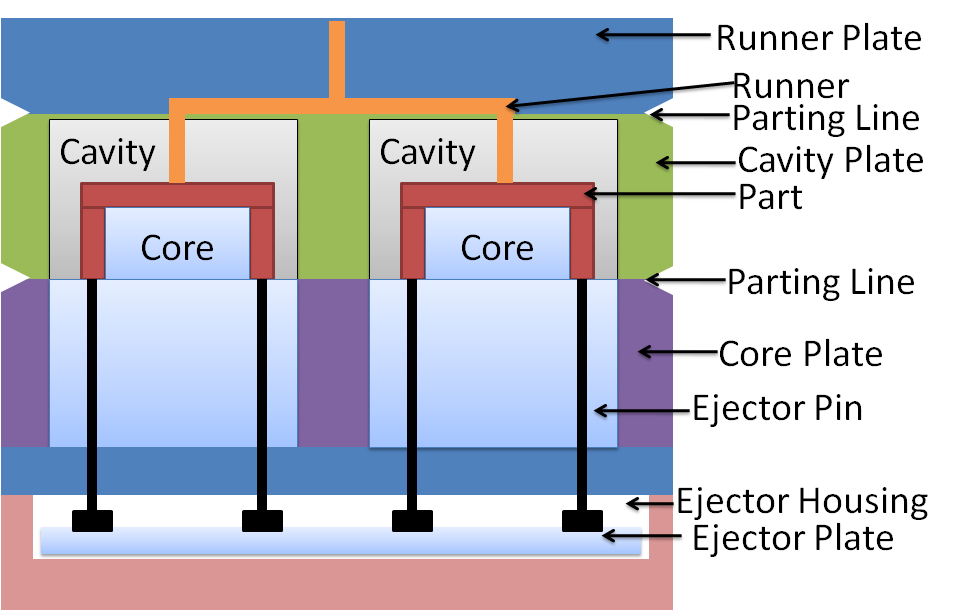
Three plate injection mold consists of two parting planes and mold splits into three sections. Therefore runners and components can be located on different parting planes. In three plate molds, the runner is ejected separately to the molded part. Therefore automatic de-gating is possible.
Its application includes the positioning of the runner system in different planes to injection location and automatic de-gating.
To sum up, the types of injection molds selection depends on the part geometry, tool design, required quality, and production volumes.
We will keep adding more information on various types of injection molds. Add your suggestions, comments, or questions on different types of molds in the comment box.
Add a Comment