What is Metal Extrusion?
Metal Extrusion is a metal forming process to manufacture long length and fixed cross-section parts by pushing metal billet through a die with the required cross-section.
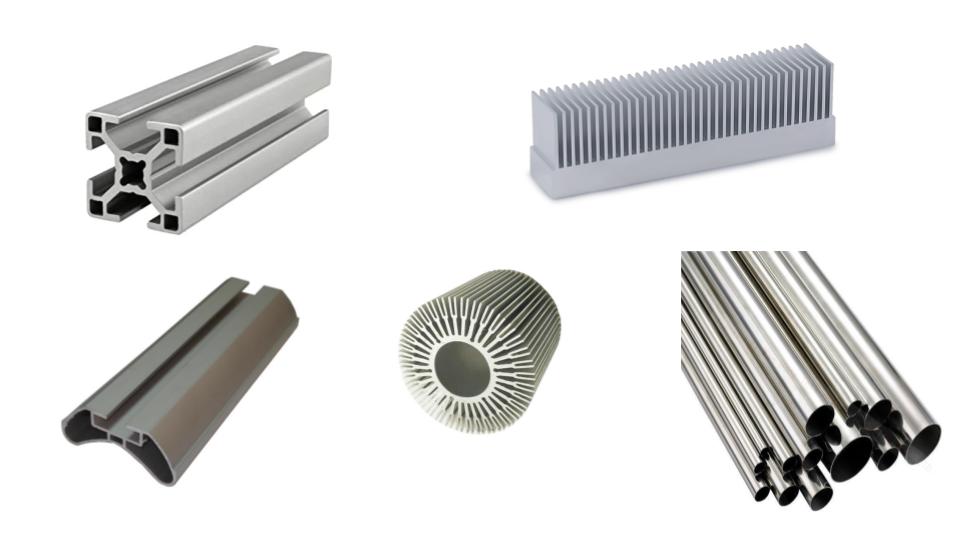
Steel, Aluminum, Copper, Magnesium, and Lead are commonly used materials in the metal extrusion process. Check out this link to know the top 10 aluminum extrusion manufacturers.
Various types of Metal Extrusion Process?
- According to Extrusion Temperature
- Hot Extrusion
- Cold Extrusion
- According to the Extrusion Direction
- Direct Extrusion
- Indirect Extrusion
- Lateral Extrusion
- Hydrostatic Extrusion
- Impact Extrusion
1. Types of Metal Extrusion Process according to extrusion Temperature
1.1) Hot Extrusion
Hot metal extrusion is a hot working metal extrusion operation done above recrystallization temperature.
It has applications in manufacturing long fixed cross-section metal profiles for automotive, electrical, and construction applications such as window frames, railings, electrical wires, bars, tubes, etc. The hot metal extrusion process has the following advantages:
- Low extrusion forces are required.
- Low manufacturing cost when manufactured in large quantities.
Along with so many advantages, the hot extrusion process has the following limitations.
- High lubrication is required.
- The cost of hot extrusion machines is very high.
- The high working temperature has an impact on extrusion die and other component life.
1.2) Cold Extrusion
The cold extrusion process is a metal extrusion process that occurs at room or slightly higher than room temperature.
You can use copper, Lead, Tin, Aluminum Alloys, titanium, Molybdenum, Vanadium, Steel, Zirconium, Niobium, etc. materials in the cold extrusion process.
Collapsible tubes, aluminum cans, cylinders, and gear blanks are examples of the cold extrusion process. This process has the following advantages:
- Material properties are improved because the manufacturing process occurs at below recrystallization temperature.
- High strength.
- Good surface finish.
- Closer tolerances.
- High production rate.
- Fast extrusion speed.
Apart from the above advantages, here is the list of cold extrusion process disadvantages.
- High lubrication cost.
- Manufacturing highly complex shapes are not possible.
2. Types of Metal Extrusion according to extrusion Direction
2.1) Direct Extrusion
A ram or screw pushes the heated ingot through the die in Direct or Forward extrusion operation. The cross-section cut in the die is similar to the required cross-section of the extruded material.
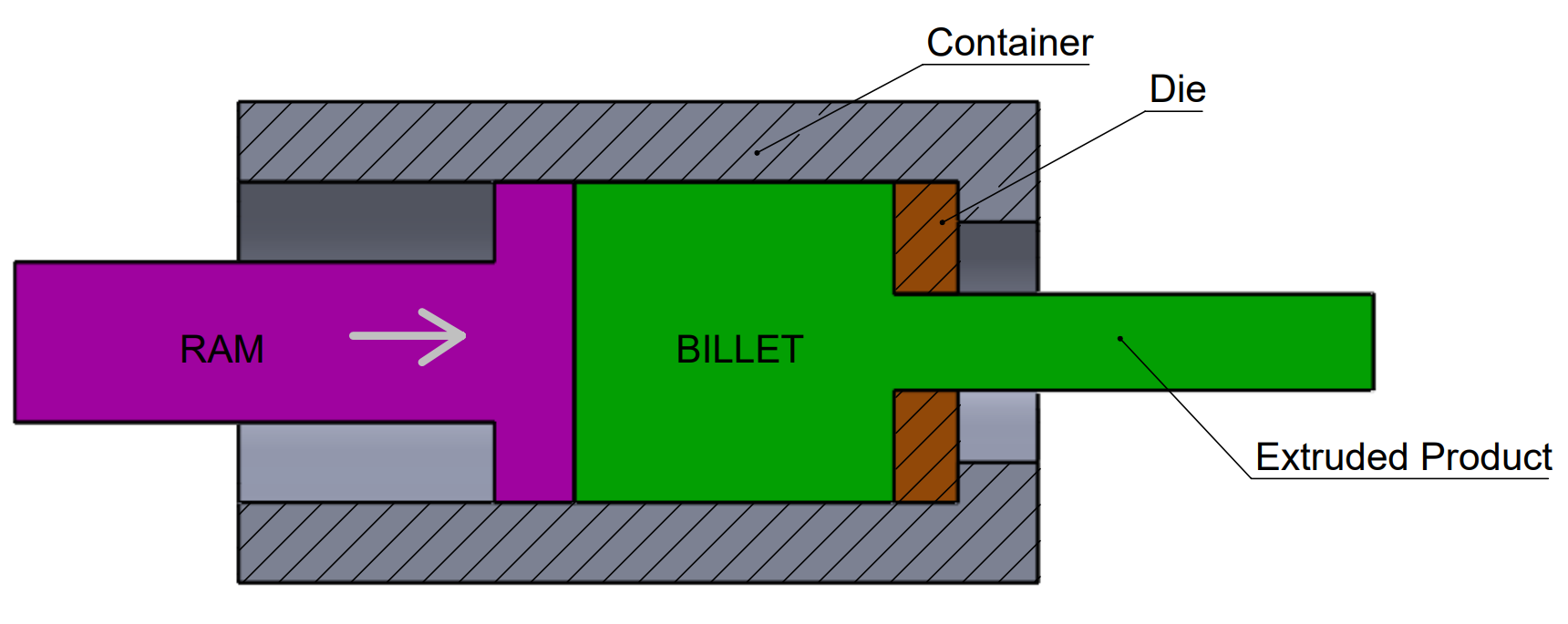
The direct extrusion process has the following advantages:
- Continuous extrusion process.
- Large production runs
Along with so many advantages, the direct extrusion process has the following limitations:
- High force is required to push the ingot because of the high frictional force between the ingot and container length.
- The ingot rear end is non-usable.
- Manufacture only uniform cross-sectional areas.
2.2) Indirect Extrusion
In indirect or backward extrusion, the die remains stationary, and the billet moves along with the container to shape extruded material in the desired cross-section.
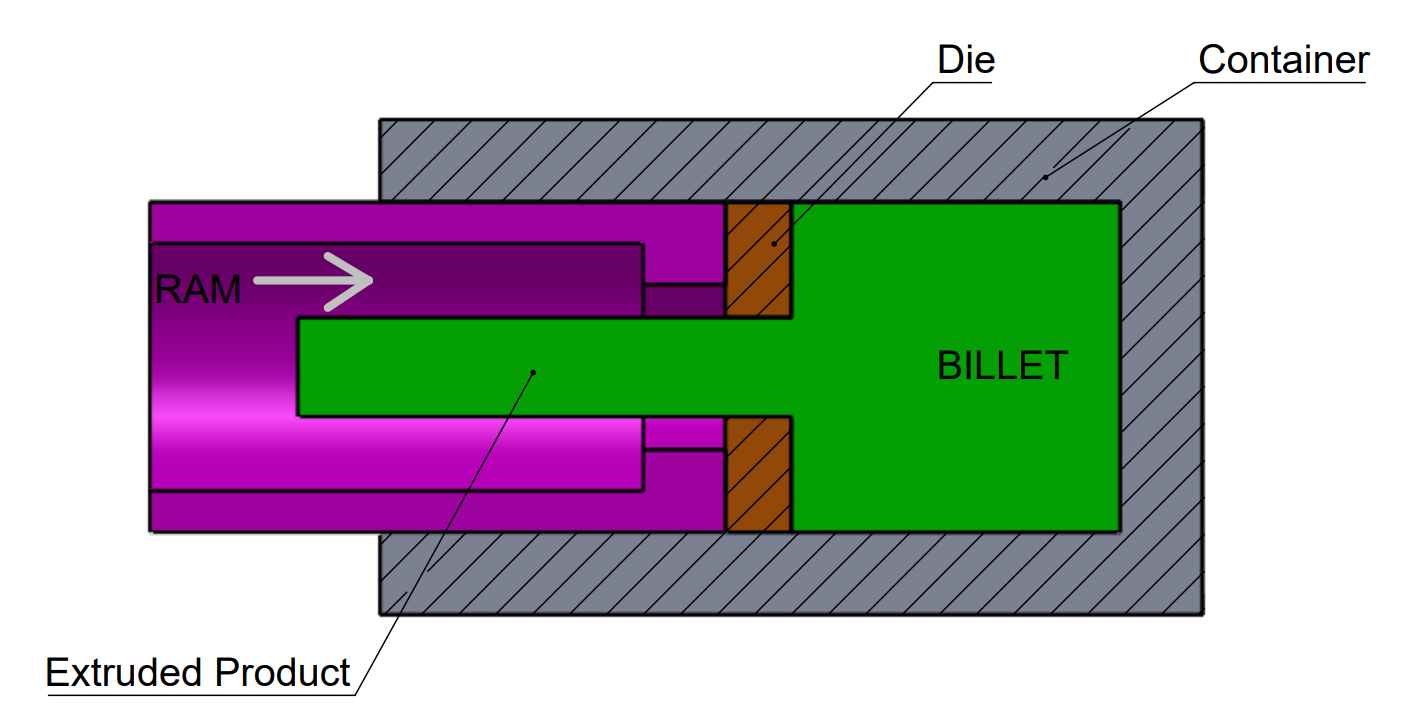
Indirect extrusion has the following advantage compared to direct extrusion:
- Reduction in frictional forces to move the material because the billet moves along with the container.
- Reduced tool and die wear.
The indirect extrusion process has the following disadvantages:
- The part cross-sectional area depends on the stem size.
- Defects on the ingot surface affect the quality of the extruded part.
- Can manufacture only uniform cross-section parts.
2.3) Impact Extrusion
The first step in the impact extrusion process is to place a thin ingot inside the mold. Afterward, a punch presses against the ingot with very high force or pressure. This pressure results in the material flow against the sides of the mold. Lastly, a stripper plate removes the finished part from the punch.
The impact extrusion process has the following advantages:
- High Production rate.
- Extruded parts are non-porous and dense.
Here is the list of the disadvantages of the impact extrusion process.
- High dissipation of heat.
- The size of the finished product can not be larger than the size of the die and punch.
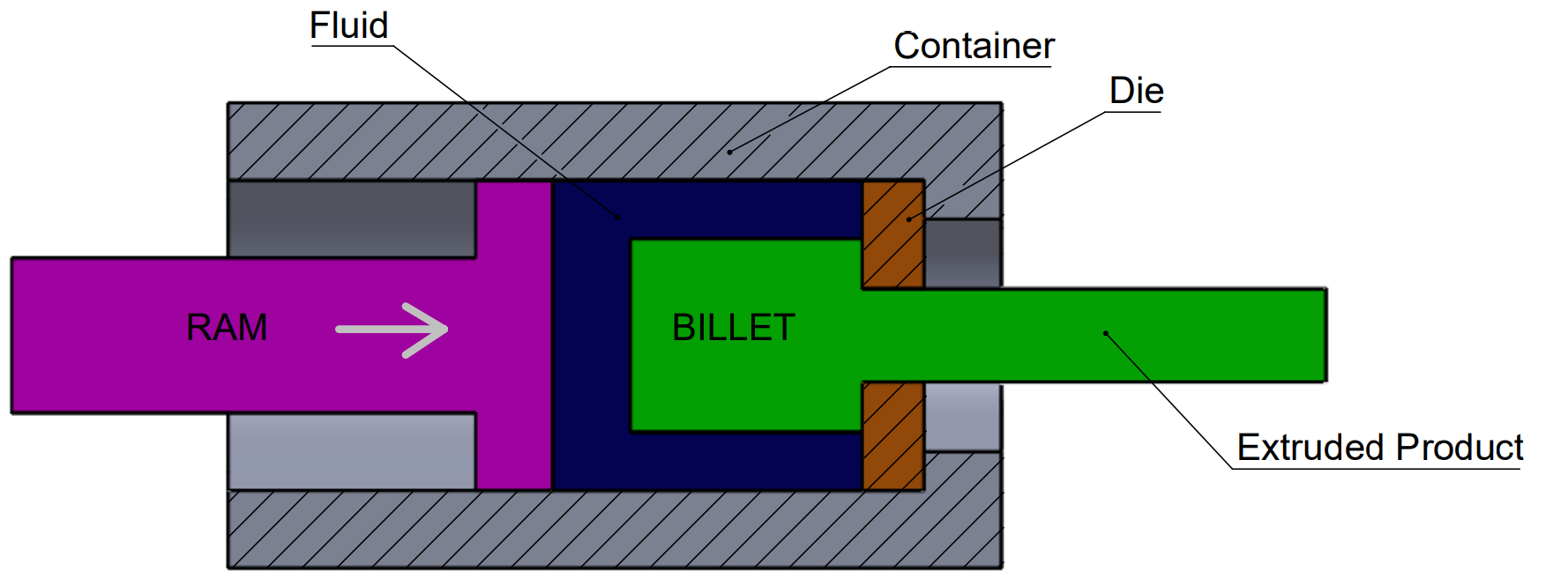
2.4) Hydrostatic Extrusion
The first step in the hydrostatic extrusion process is to place a preheated ingot inside a pressure chamber with a die and fill the tool chamber with the liquid. Afterward, the piston applies the pressure on the liquid.
This liquid pressure forces the ingot material out of the die. It gives the ingot material the shape of the die cross-section area.
The hydrostatic extrusion process has the following advantages:
- Due to the liquid present in the chamber, frictional forces are small.
- Low force or power is required to press the ingot.
- Can extrude Large ingots.
- Smooth material flow.
Hydrostatic extrusion has the following disadvantages:
- Ingots require preprocessing to remove surface defects.
- The leakage of liquid can be a problem.
We will keep adding more updates on various types of metal extrusion processes. Please add your comments, questions, or suggestions on various types of metal extrusion processes in the comment box.
Add a Comment