Basics of Ultrasonic Welding Process
Ultrasonic Welding is a solid-state welding process using high-frequency vibrations (20 kHz to 40 kHz) and pressure to weld metal and plastic parts.
This welding technique has application in welding thermoplastic materials and metal parts with thin sections.
Welding Equipment
Following are the major components of the ultrasonic welding machine.
- Frequency Generator
- Pneumatically Controlled Press
- Booster
- Welding Horn
- Holding Fixture
- Control Panel
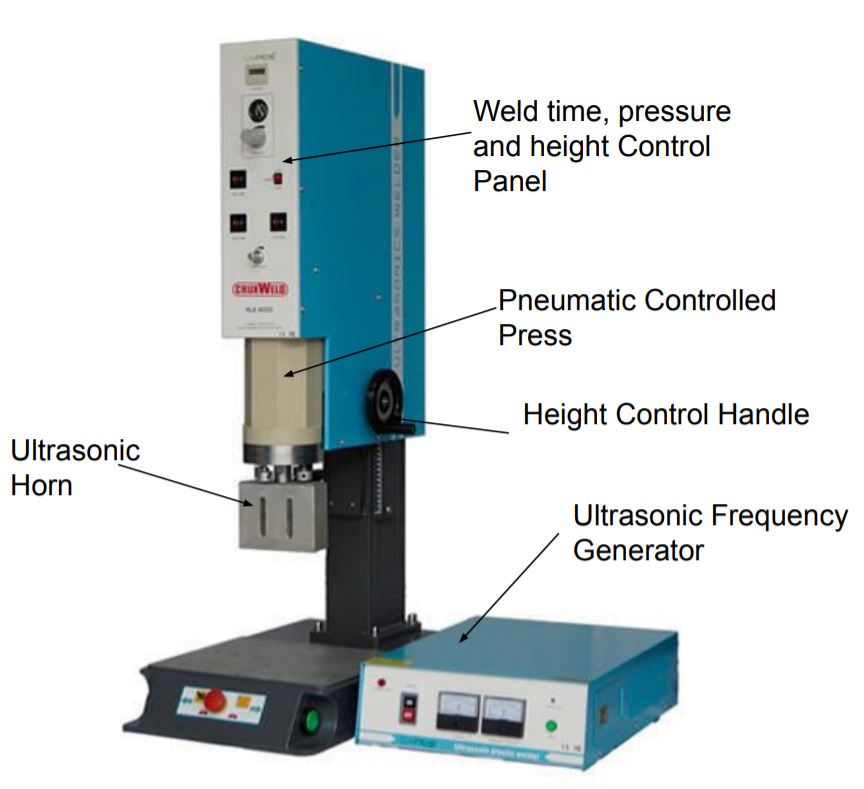
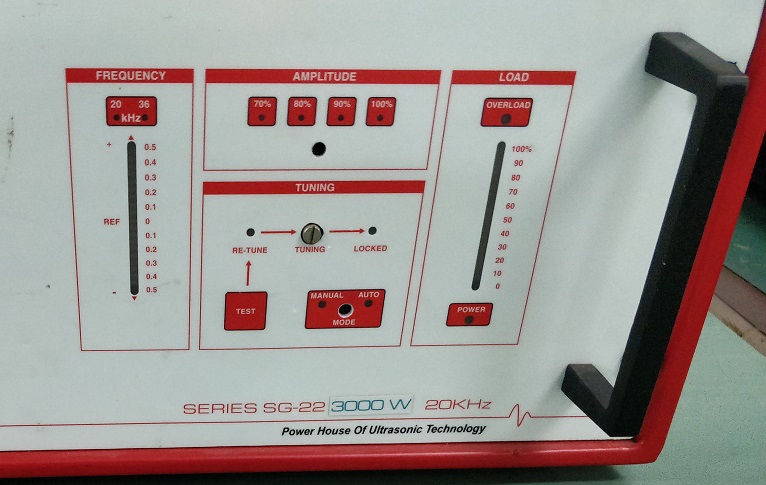
1. Ultrasonic Frequency Generator
An ultrasonic frequency generator generates high-frequency electrical signals. To weld a part, we require ultrasonic signal frequency according to the resonance frequency of the ultrasonic stack (Convertor, Booster, and Horn).
In other words, if you change the welding horn or part, you again need to adjust the frequency of the ultrasonic frequency generator.
2. Pneumatically controlled press
Pressure is very critical to ensure ultrasonic weld quality. If the pressure is not uniform, the weld joint will not meet the part acceptance criteria.
A pneumatically controlled press in an ultrasonic welding machine applies uniform pressure for a defined time on the workpiece. It also moves the welding hold in the up and down direction.
3. Convertor
A converter job in an ultrasonic welding machine is to convert the electrical signal into high-frequency mechanical vibrations using the piezoelectric effect.
4. Booster
A booster in an ultrasonic welding machine has the following two applications.
- Clamp the stack assembly (ultrasonic converter and horn) with the pneumatically controlled press.
- Amplify or reduce the amplitude of the vibrations.
Boosters are available in different gain ratios. The gain ratio determines the gain in the vibration amplitude.
5. Horn
Ultrasonic welding horn continually comes under compression or tension. It transfers high-frequency vibrations from stack assembly to the workpiece.
Therefore ultrasonic horn material is critical for weld quality. Engineers recommend the following materials for the welding horn.
6. Holding Fixture
An ultrasonic welding fixture holds the workpiece in position and aligns it with the welding horn. Support from the holding fixture ensures the part is not deflecting under high pressure from the welding horn.
The alignment of parts with the welding horn is critical for the success of ultrasonic welding. If the workpiece is not aligned, energy from the horn will not transfer to the part energy director.
Engineers recommend the following materials to manufacture ultrasonic welding fixtures:
- Aluminum
- Stainless Steel
- Tool steel
7. Control Panel

All ultrasonic welding machines come with a control panel where the welder can set the following welding parameters.
- Weld time
- Holding time and Pressure.
- Ultrasonic stack height.
- Movement of the pneumatic press.
Basic Principle and Working of Ultrasonic Welding
Ultrasonic Welding Working Principle
Ultrasonic welding works by generating heat and fusing materials by friction and pressure. In ultrasonic welding, very high vibration and pressure are applied to the part for a defined time.
These vibrations cause the material to be welded rub against each other and frictional forces raise the temperature of the welded section significantly.
How Ultrasonic Welding Works?
The Ultrasonic welding process involves the following steps:
Step-1:
Firstly operator places the workpiece in the fixture and aligns the welding fixture with the horn. The alignment of the workpiece, welding fixture, and horn is very critical for the success of the welding.
Step-2:
Bring titanium or Aluminum horn in contact with the top part.
Step-3:
Apply the controlled pressure to the parts to be welded.
Step-4:
The ultrasonic horn vibrates for the required weld time in the 20 kHz to 40 kHz frequency range. Weld time depends on the part design and vibration frequency. These vibrations are transferred to the parts contact area from the horn and generate heat in the contact area due to frictional forces.
Step-5:
Afterward, the horn is held for hold time to allow parts to fuse.
Factors Affecting the Ultrasonic Weld Quality
The following factors affect the ultrasonic weld quality.
- Part design
- Horn and Fixture Design
- Welding Frequency
- Weld time
- Welding pressure
- Hold time etc.
Advantages and Disadvantages of Ultrasonic-Welding
Advantages
- Fast, clean, and efficient process.
- The welding process is repeatable.
- Does not require additional additives or filler material.
- Can weld dissimilar materials.
- Low initial investment.
- Low part welding cost.
- Automation using pick and place robots is possible.
Disadvantages
- Initial setup is a time consuming process. Therefore ultrasonic welding is recommended for high production volume parts.
- Engineers should follow part design guidelines for ultrasonic welding.
- High horn and fixture cost.
Frequently Asked Questions: FAQ
Ultrasonic-welding is a type of solid-state welding.
It works by generating heat and fusing materials by friction and pressure. In ultrasonic welding, very high vibration and pressure are applied to the part for a defined time.
These vibrations cause the material to be welded rub against each other and frictional forces raise the temperature of the welded section significantly.
IP Rating or Waterproofing of a product depends on the part design. But waterproofing is possible with ultrasonic-welding.
The ultrasonic-Welding machine starts from $1500. Along with the welding machine, you require a welding horn with a fixture. Ultrasonic Welding horn cost starts from $300 and can go up to $3000. This cost depends on your part design and life expectation.
Add a Comment