Machined parts have the advantage of shorter lead time, no tooling required, and are affordable for small production volumes. But their manufacturing cost is high compared to injection molded parts.
You can machine a wide range of materials from metals, plastics, a wood without developing special tools. This article covers the advantages, limitations, and design guidelines for machined parts.
What are Machined Parts?
Machined parts are parts manufactured using material removal or machining operation.

In other words, to manufacture machined parts, the material is removed or cut from a large stock of material as per part design. Machining operation involves material removal using a lathe, shaper, router, and milling machines.
CNC machining is recommended for critical and complex parts because of its high accuracy and minimal dependency on machine operators.
Application Examples
Machining parts is an excellent alternative to other manufacturing operations such as casting, extrusion, etc. Engineers prefer machined parts in the following scenarios.
1. Rapid Prototyping
CNC machining operation is used to manufacture plastic and metal prototypes very quickly.
2. For Design verification
They are a very good alternative to 3D printing since machined parts are manufactured using actual material that has properties similar to injection molding material. Therefore we can do part validation on machine parts as well.
3. Manufacture Precise parts
Machined parts are highly accurate and precise. Therefore they are used to manufacture close tolerance parts such as shaft keys and keyways, close fit parts.
4. Low production volumes
Machining parts are recommended where production volume is very small because they do not require any special tooling.
Advantages of Machined Parts
Machined parts have the following advantages compared to injection molded, 3D printed or casting parts. Engineers should take the final decision by analyzing all scenarios.
1. No Tooling Required
Machining parts do not require any special tooling. The operator only needs to fix raw material on the machine and he can start the machining. But the manufacturer can use holding jigs and fixtures to increase productivity.
2. More Flexibility in Part Design
The injection molding part requires uniform wall thickness and the sheet thickness is fixed in sheet metal.
Whereas, in machined parts, you can keep one wall of 10mm thickness and another 2 mm. In this way, the machining process gives more flexibility to product designers.
3. Shorter Lead Time
You don’t need to develop any special tool to manufacture parts using machining. Therefore Machining parts require a shorter lead time for small production volumes.
But the manufacturer recommends injection molding or casting parts for larger production volumes and machined parts for smaller production volumes.
4. Low initial Investment
Injection molding parts require thousands of dollars in initial investment to manufacture injection molding tools. Whereas machining parts do not require any special tool. In this way, you only need to pay part costs only for machining parts. It reduces the capital investment considerably.
5. High Quality Parts
You can manufacture machined parts with small manufacturing tolerance, higher accuracy, repeatability, and precision.
This is the reason all complex parts such as engine blocks are manufactured using machining operation.
6. Wide variety of material options
A wide variety of material options equivalent to injection molding or casting materials are available.
Machining Part Design Guidelines
Here are the machining part design guidelines you can follow to ensure machined part quality.
1. Material Selection
Material selection for machining parts has an impact on the part quality, machining time, and manufacturing cost. Mostly hard materials take more machining time compared to soft materials.
Therefore manufacturers recommend including the material machinability criteria during the material selection process.
For example, Aluminum 7076 is recommended for the machining process, whereas, A380 is recommended for casting. We suggest you read this article on various types of materials.
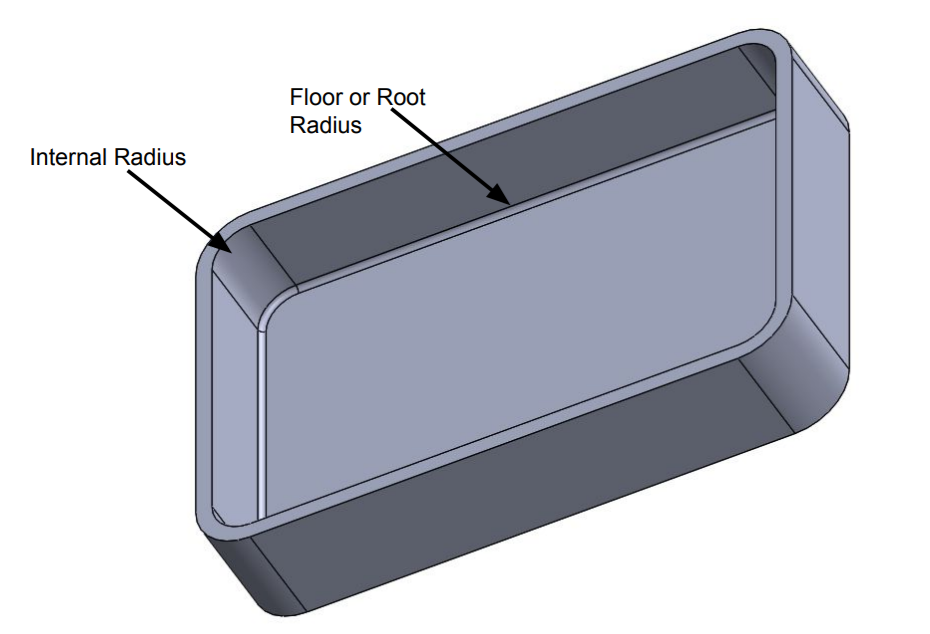
2. Internal Fillets
The cutting tool’s round shape creates a corner radius (equal to the cutting tool radius) during the machining process. The higher the part corner radius, the higher the cutting tool radius and the lower the machining time.
Manufacturer recommends a corner radius 1/3 of part cavity depth. If the requirement is to keep corners flat, keep the minimum possible corner radius. Otherwise you require EDM to manufacture a sharp corner,
We suggest you also read this article on fillets vs Chamfers in mechanical parts.
3. Thin Sections or Minimum Wall Thickness
Machining speed is sept low during the machining of thin-wall parts. Small section walls tend to bend or damage due to heat and machining forces. Therefore operators need to do extra care while machining thin-walled parts.
The manufacturer recommends minimum wall thickness in part design to reduce the machining cost and improve part quality.
Recommended Wall thickness in Plastics – 1.5 mm
Recommended Wall thickness in metals – 0.8 mm
The above-recommended thickness is for indicative purposes only. The final Part design has a lot of impact on minimum wall thickness.
4. Hole Size
The manufacturer recommends standard drill size diameter holes in machined parts. The minimum recommended hole diameter depends on the drill bit and workpiece material.
Following is the list of standard drill sizes (in mm).
- 0.05 mm, 0.1mm to 10 mm (With a gap of 0.1mm)
- 10.5 mm to 38 mm (With a gap of 0.5mm)
5. Threaded Holes
The manufacturer recommends a minimum M2 size thread in machined parts because smaller tapping tools can break during the tapping process.
Recommended thread length = 3 x Nominal hole diameter.
5. Undercuts
Undercuts do not have direct tool access. Therefore machines requires special cutting tools (T-slots, dovetails) to create an undercut.
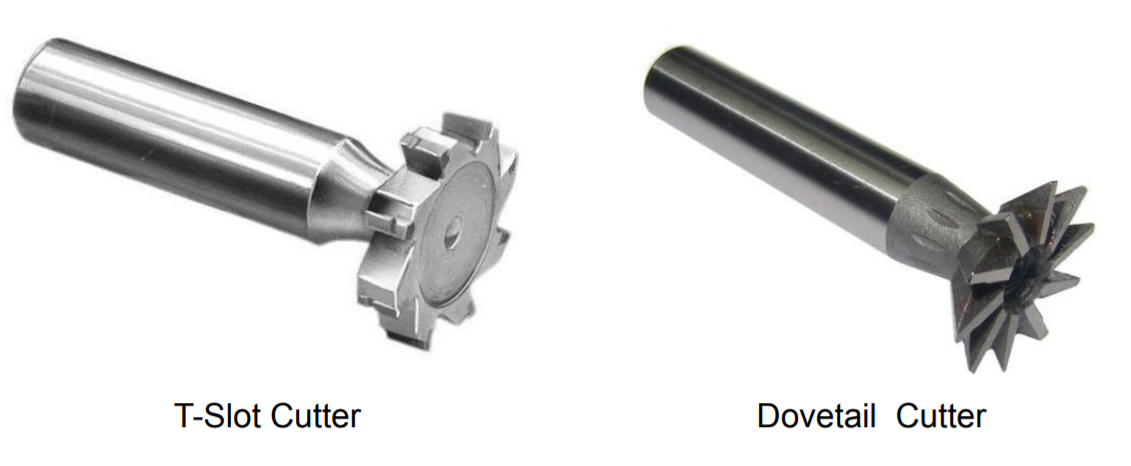
T-slot cutting tools consist of a horizontal cutting blade attached to the vertical shaft. 5º, 10º, 45º, 60º, and up to 120º dovetail cutting tools are available.
Factors affecting the Cost of Machined Parts
Component manufacturing cost affects the selection of the manufacturing process. If we can eliminate a few processes during manufacturing, you can reduce the part cost considerably. Here is the list of factors that affect the cost of the machined parts.
- Raw Material Cost
- Cutting Tool Cost
- Machining Time
- Labor Cost
- Number of changeovers
- Part Tolerances
- Production Volumes
- Part Complexity
- Final Finish operation
- Overheads
We will keep adding more information on machining parts and their design guidelines. Please add your suggestions, comments, or questions in the comment box.
Add a Comment