Injection molding defects have an impact on plastic part structural strength and its appearance. Therefore it is always recommended to reduce injection molding defects from plastic parts. In this article, we will discuss various injection molding defects in plastic parts and how to eliminate them.
How to avoid injection molding defects?
Molding plastic parts without injection molding defects requires lots of effort from the design, mold manufacturing, and injection molding team. You should look at plastic parts around you for a better understanding of defects in injection molding plastic parts.
Please note, if a plastic part has an injection molding defect. It does not mean that the plastic part is of bad quality unless that defect has no impact on product function.
Factors Affecting Injection Molding Defects
Following factors can cause injection molding defects in plastic parts. By reducing their impact, injection molding defects in plastic parts can be minimized.
Injection Molding Design Guidelines
Plastic part defects can be minimized by following plastic part design guidelines. But following all guidelines is not possible in actual practice. Therefore good practice to perform Moldflow simulation if design guidelines are violated.
Injection Mold Material Selection
Injection molding material also has an impact on molded plastic part quality. For example, ABS has good mold-ability compared to a PC. Therefore it is recommended to consider Injection molding material properties before the selection of plastic material.
Injection Mold Design
Gate type and its Location, Type of Injection Mold. Cooling Lines, Injection Mold Material has a great impact on injection molded part quality. For example, increasing gate size can improve part filling. Therefore various injection molding defects can be eliminated.
Injection Molding Process Parameters
Injection molding process parameters such as mold temperature, molten material temperature, machine tonnage, Injection and hold time have a great impact on plastic part quality. Good practice to finalize process parameters during initial part trials.
Types of Injection Molding Defects
The severity of injection molding defect depends upon molding defect type, its position, and that part application. Following are the commonly found injection molding defects in plastic parts.
- Short Shot
- Flow Marks / Lines
- Sink Marks
- Voids
- Warpage
- Flashes
- Knit Lines
- Surface Delamination
- Burn Mark
- Jetting
Short Shot / Short Molding Defect in Injection Molding
Short-shot injection molding defect appears if sufficient molten plastic material is not injected during injection molding or in other words injection mold is not filled with molten plastic.
The short shot defect appears during injection molding due to the following reasons:
- The low temperature of molten plastic and injection mold during injection molding results in early cooling and solidification of molten plastic.
- Any resistance in the path of molten plastic flow results in short shot defects.
- Complex flow channels in the injection mold.
- Bad runner design.
- Inadequate venting results in air traps.
- Inadequate molten plastic supply to the mold cavity.
How to Avoid Short Shots Defect in the Plastic Part?
Short shot defects in injection molding plastic parts can be controlled. If the above conditions in plastic part design and molding are avoided. The following points should be considered to control short shot defects in injection-molded plastic parts.
- Increase wall thickness or provide ribs in the section where molten plastic is solidifying quickly.
- Selection of low viscous plastic with higher flowability.
- Increase injection plastic temperature and pressure.
- Reduce mold clamping Force.
- Increase core and cavity Temperature.
- Increase gate and runner Size.
- Change gate position.
- Avoid air traps.
- Provide effective air vents in the air trapping section.
Flow Marks / Lines
Flow marks during injection molding create a striped pattern around the gate area when molten plastic flows inside the injection mold. As shown below, Flow lines in plastic parts are off-toned in color.
Flow lines appear in injection-molded plastic parts due to the following reasons:
- Early material freezing near the gate area and Low material and mold temperature cause the cold material to run inside the cavity. Partially solidified material takes the shape of flow lines on the plastic top surface.
- Flow lines in plastic parts appear when molten plastic flows through variable wall thickness sections with low injection speed. Which results in the solidification of plastic at different speeds.
How to control Flow marks in Injection Molded plastic parts?
The following points are considered to control the flow lines in injection-molded plastic parts.
- Maintain uniform wall thickness in plastic part design.
- A gradual change in wall thickness is recommended to avoid any sudden change in the material flow direction.
- Increase molten plastic temperature during injection molding.
- Increase injection speeds and pressure to ensure the cavities are filled properly.
- Optimize the runner system and locate gates near the thin walls.
Sink Marks and Voids in Plastic Parts
Sink Marks are small craters or depressions that are developed in thicker sections of injection molded plastic parts. They have an impact on part aesthetics. Therefore sink marks are not acceptable on plastic part visible surfaces.
Whereas Voids are pockets of trapped air inside or close to the surface of an injection molded part. Voids are not visible from the outer surface. But they can weaken the part in that section.
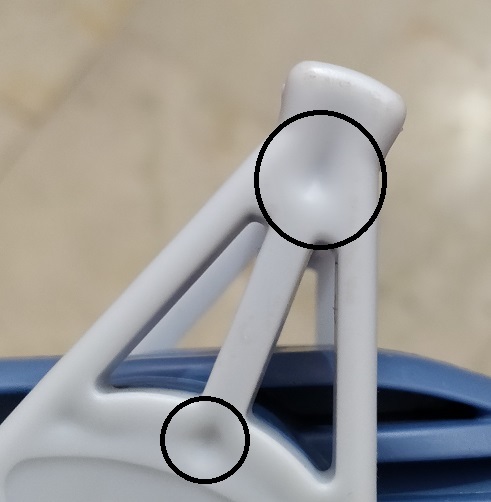
Sink marks defect in injection molded plastic part has appeared due to thermal contraction of plastic during cooling.
During the cooling cycle in injection molding. After outside material has cooled and solidified. Core material starts cooling. As a result of cooling in the core material, shrinkage occurs in the inner section. Shrinkage in the inner section pulls the outer surface inward. This results in a sink mark.
If the outer surface is rigid, deformation of the skin may cause the formation of a void in the inner section.
How to Avoid Sink Marks in Plastic Parts?
The following points can be considered to avoid shrinkage in injection molded plastic parts.
- Avoid thicker sections in plastic part design to ensure faster cooling and reduce the sink marks.
- Select a material with low volumetric shrinkage.
- Increase dwelling time and pressure.
- Reduce mold temperatures, increased holding pressure, and holding time allows more adequate cooling and curing.
- Reduce nozzle temperature.
- Change the gate position towards the thick wall section.
- Increase cooling efficiency.
- Provide effective Air vents near the air-trapping section.
Warpage in Plastic Parts
Deformation in the different sections of the injection molded part due to uneven shrinkage is known as warpage. Warpage defect in injection molded part results in a twisted, uneven, or bent part shape.
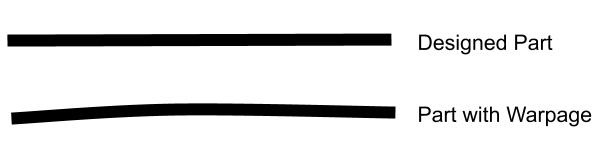
Warpage in Injection molding parts is observed due to non-uniform cooling of the molten plastic material. Different cooling rates in different mold sections cause the plastic to cool differently which results in the development of internal stresses. Releasing these internal stresses, lead to warpage.
How to Control Warpage in Plastic Parts?
The following points are considered to control warpage defects in injection molded plastic parts.
- Ensure uniform wall thickness in plastic part design. It helps in the flow of molten plastic in a single direction.
- Make sure cooling time is sufficiently long and that it is slow enough to avoid the development of residual stresses being locked into the part.
Flashes in Injection Molding Parts
Flashes in injection molded parts are observed if molten plastic escapes from the mold cavity and have a direct impact on product aesthetics.
They occur where two or more parts of injection mold such as core and cavity meet. For example, flash occurs at the parting line or ejector pin locations of the molded plastic part. After ejection, flashes remain attached to the finished product.

Flashes appear in injection molded plastic parts due to the following reasons:
- If the injection mold is not clamped together with enough force. Clamping force should be strong enough to withstand the opposing forces generated by the molten plastic flowing through the mold.
- Improper venting
- When injection mold gets old. Flashes are developed in injection molded parts.
- Material overpacking.
- Excessive injection pressure can also force molten plastic to come out of injection mold and cause flashes.
How to Avoid Flashes Injection Molding Defect
The following points are considered to control flashes in injection molded plastic parts.
- Increase the clamp pressure.
- Avoid over-packing.
- Injection mold should be properly maintained and cleaned.
- Adopt optimal molding conditions like injection speed, injection pressure, mold temperature.
- Verify mold parting line matching.
- Old and damaged injection mold can also result in flashes. It is an indication of replacement of injection mold.
Knit / Weld Lines in Injection Molded Parts
Weld or Knit lines are a plane or section in an injection molding part where the flow of molten plastics meets from different directions.
Injection molded plastic parts have comparatively less strength in the weld line section and they also have an impact on product aesthetics.

Weld lines are caused due to inadequate bonding of two or more molten material flow fronts and partial solidification of the molten plastic.
How to Avoid Knit / Weld Lines Injection Molding Defect ?
The following points are considered to control weld lines in plastic parts.
- Modify part thickness.
- Use less viscous or lower melting temperature injection molding plastic.
- Avoid cutouts in part design in critical areas.
- Increase the temperature of the mold or molten plastic.
- Increase the injection speed.
- Changing gate position to make a flow pattern to be a single source flow.
Surface De-Lamination in Plastic Parts
In surface delamination injection molding defect, a thin layer appears on the plastic part surface due to a contaminant material. These layers appear like coatings and sometimes can be peeled off as well.

Surface delamination occurs due to the following reasons:
- Reduce shear stress.
- Excessive use of mold release agents.
- Moisture in the material.
- Foreign unwanted material.
- Incompatible material mixture.
How to Avoid Delamination Injection Molding Defect?
Following points are considered to avoid surface delamination in injection molded parts.
- Reduce shear stress by avoiding sharp corners in part design.
- Pre-dry the plastic properly before molding.
- Increase the mold temperature.
- Reduce the use of regrind material.
- Reduce the use of mold releasing agents.
Burn Marks
Burn marks are discolorations, small, dark or black spots that appear on injection molded part surfaces. They appears on molded parts due to following reasons:
- Degradation of the plastic material due to excessive heating or by fast injection speeds.
- Overheating of trapped air.
Following points are considered to avoid burn marks in injection molded plastic parts:
- Eliminate air traps by moving them in vented areas.
- Select a less viscous plastic material.
- Reduce injection speeds
- Reduce mold and melt temperatures.
- Optimize gas venting and degassing.
Jetting
Jetting is a type of injection molding defect where molten plastic fails to stick to the mold surface due to the speed of injection. It leads to part weakness, surface blemishes, and other internal defects in injection molded parts.
Jetting occurs in plastic parts when the melt temperature is too low and the viscosity of the molten plastic becomes too high. This increases the resistance of the flow of molten plastic through the mold. When the plastic comes in contact with the mold walls, it is rapidly cooled and the viscosity is increased. The material that flows through behind that viscous plastic pushes the viscous plastic further, leaving scrape marks on the surface of the finished product.
How to avoid Jetting in Injection Molding Parts?
The following points are considered to reduce the effect of jetting in injection molded plastic parts.
- Increase mold and melt temperatures.
- Locate the gate at the thickest part of the molding.
- Optimize gate design to ensure adequate contact between the molten plastic and the mold.
We will keep updating more information on injection molding defects and how to control them. Please add your suggestions comments or questions on injection molding defects in plastic parts.
Add a Comment